Радиографический контроль сварных швов, дефекты и категории соединений: что объединяет эти темы!
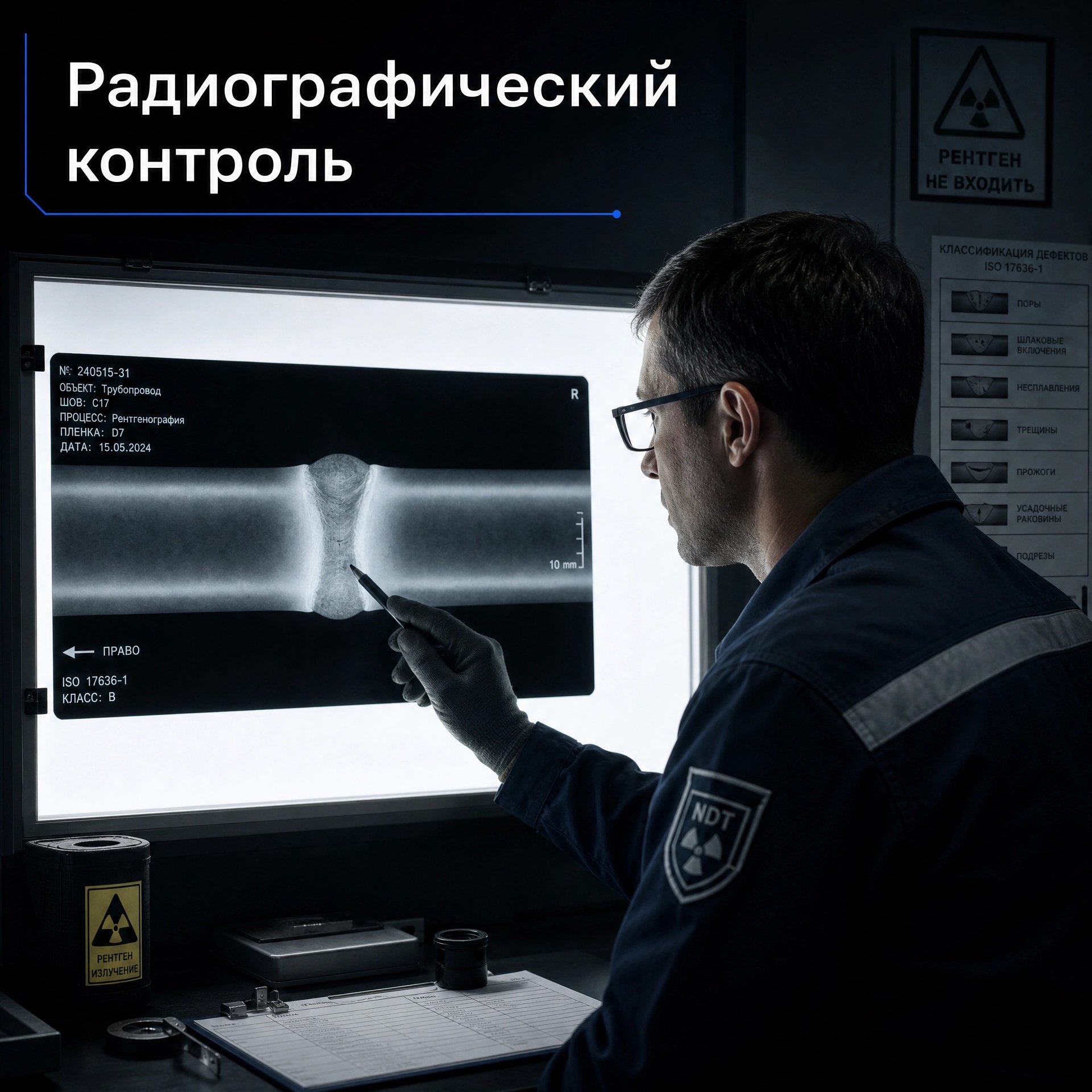
Радиографический контроль сварных швов — это метод неразрушающего контроля, при котором сварное соединение просвечивается рентгеновским или гамма-излучением, а внутренняя структура шва фиксируется на радиографической плёнке или цифровом детекторе в виде документированного изображения. Этот метод применяется реже ультразвукового, но остаётся востребованным для особо ответственных конструкций, где требуется наглядное архивируемое подтверждение внутренней структуры соединения.
Лаборатория «МИКРО» консультирует заказчиков по вопросам радиографического контроля сварных швов и выполняет визуальный и ультразвуковой контроль дефектов сварных соединений в Москве с 1994 года. Государственная аккредитация. Стоимость контроля — от 1 000 рублей.
Принцип работы радиографического метода
Различная плотность материала на пути рентгеновского или гамма-излучения — дефекты (поры, шлаковые включения, непровары) имеют иную плотность, чем сплошной металл, — создаёт на снимке видимое изображение внутренней структуры шва. Радиографический контроль сварных швов выявляет поры и их скопления с точным определением размера и распределения, шлаковые, вольфрамовые и оксидные включения, непровары и несплавления, ориентированные подходящим образом относительно направления просвечивания, трещины при соответствующей ориентации их плоскости.
Преимущества и ограничения метода
Главное преимущество радиографического контроля — документированный, архивируемый и наглядный результат: снимок можно повторно проанализировать, передать стороннему специалисту для независимой оценки, предъявить как доказательство при споре о качестве шва. Ограничение метода — необходимость специальных мер радиационной безопасности, более высокая стоимость и продолжительность по сравнению с ультразвуковым контролем, а также необходимость доступа к шву с двух сторон в большинстве схем просвечивания.
Контроль дефектов сварных швов: полная классификация
Контроль дефектов сварных швов охватывает обнаружение всех типов несовершенств сварного соединения, которые подразделяются на несколько категорий.
Дефекты формы и размеров. Несоответствие ширины, высоты усиления, катета шва нормативным значениям — выявляются визуально-измерительным контролем.
Поверхностные дефекты. Подрезы, наплывы, незаваренные кратеры, поверхностные поры и трещины — выявляются визуальным осмотром, при необходимости — капиллярным контролем для мелких трещин.
Внутренние (объёмные) дефекты. Поры, шлаковые включения, оксидные и вольфрамовые включения внутри металла шва — достоверно выявляются ультразвуковым и радиографическим контролем.
Дефекты сплавления. Непровары — зоны несплавления металла шва с основным металлом или между слоями многопроходного шва — один из самых опасных дефектов, существенно снижающий прочность соединения.
Трещины. Холодные и горячие трещины любой ориентации — наиболее критичный тип дефекта, способный развиваться под эксплуатационной нагрузкой и приводить к внезапному разрушению конструкции.
Дефекты и контроль швов сварных соединений: как методы соотносятся с типами дефектов
Дефекты и контроль швов сварных соединений тесно взаимосвязаны: выбор метода контроля напрямую определяется тем, какой тип дефекта предполагается обнаружить. Для геометрических и поверхностных дефектов достаточно визуально-измерительного контроля. Для внутренних объёмных дефектов и непроваров необходимы ультразвуковой или радиографический контроль. Для документированного архивируемого подтверждения внутренней структуры особо ответственного соединения — радиографический контроль остаётся предпочтительным, несмотря на более высокую стоимость.
Контроль категории сварных швов: зачем нужна классификация
Контроль категории сварных швов — определение категории ответственности сварного соединения (первая, вторая, третья категория в зависимости от нормативного документа и отрасли), от которой зависит требуемый объём контроля. Контроль сварных швов 3 категории, как правило, предполагает наименьший обязательный объём инструментальной проверки по сравнению с швами первой и второй категории — однако конкретные требования зависят от отраслевых норм, типа конструкции и условий эксплуатации, и должны определяться индивидуально для каждого объекта.
Категория сварного соединения устанавливается на этапе проектирования и указывается в проектной или рабочей документации. Лаборатория «МИКРО» при формировании программы контроля всегда уточняет категорию ответственности проверяемых швов — это определяет необходимый состав и объём работ.
Закажите контроль дефектов сварных швов с учётом категории соединения в Лаборатории «МИКРО» — от 1 000 руб.!
Телефон: +7 (495) 971-88-88. Государственная аккредитация. Работаем с 1994 года, более 5 540 объектов. Заявки 24/7.
Подробнее — на странице Контроль сварных швов.








.jpg)