Ультразвуковой контроль сварных соединений трубопроводов: как работает метод и почему именно он наиболее востребован!

Ультразвуковой контроль сварных соединений трубопроводов — это метод неразрушающего контроля, основанный на способности ультразвуковых волн отражаться от поверхностей раздела сред внутри металла, что позволяет выявлять внутренние и неявные внешние дефекты шва без вскрытия или разрушения трубопровода. Среди всех методов дефектоскопии трубопроводов ультразвуковой контроль остаётся наиболее востребованным благодаря сочетанию высокой точности, оперативности и портативности оборудования.
Лаборатория «МИКРО» проводит ультразвуковой контроль сварных соединений трубопроводов в Москве и Московской области с 1994 года. Государственная аккредитация, поверенные ультразвуковые дефектоскопы. Стоимость — от 22 000 рублей.
Физический принцип ультразвукового контроля
В основе метода — способность ультразвуковых волн распространяться в металле и отражаться от любых поверхностей раздела сред: от противоположной стенки трубы, а также от внутренних несплошностей — трещин, пор, шлаковых включений, непроваров. Дефектоскопист направляет ультразвуковой импульс через преобразователь (датчик), приложенный к поверхности трубы вблизи сварного шва, и фиксирует время и амплитуду отражённого сигнала. Если на пути луча встречается дефект, часть энергии волны отражается раньше, чем от противоположной стенки — это фиксируется прибором как дополнительный сигнал, по положению и амплитуде которого определяется глубина залегания и приблизительный размер дефекта.
Какие дефекты сварных соединений трубопроводов выявляет ультразвуковой контроль
Непровары. Особенно важно для трубопроводов — выявление непровара в корне шва, то есть на внутренней стороне кольцевого стыка, недоступной для прямого визуального осмотра после монтажа.
Внутренние трещины. Как холодные, так и горячие трещины любой ориентации внутри металла шва, на самой ранней стадии их развития — до того как они выйдут на поверхность и станут видны при визуальном контроле.
Шлаковые включения и неметаллические загрязнения. Остатки флюса или окалины, попавшие в расплавленный металл шва в процессе сварки и не успевшие всплыть на поверхность сварочной ванны.
Поры. Одиночные газовые полости и их скопления (пористость), образующиеся при нарушении защиты сварочной ванны от атмосферного воздуха.
Расслоения основного металла. Дефекты прокатки трубы в зоне термического влияния сварного шва, которые могут активизироваться под воздействием сварочного нагрева.
Преимущества ультразвукового контроля сварных соединений трубопроводов
Не требует двустороннего доступа
В отличие от радиографического (рентгеновского) контроля, для которого часто требуется размещение источника излучения и приёмной плёнки с разных сторон трубы, ультразвуковой контроль выполняется с одной стороны — что особенно важно для трубопроводов, проложенных в каналах, траншеях или иных стеснённых условиях, где доступ ограничен.
Безопасность для персонала
Ультразвуковой контроль, в отличие от радиографического, не связан с источниками ионизирующего излучения и не требует специальных мер радиационной безопасности, ограничения доступа в зону контроля или привлечения персонала с допуском к работе с источниками излучения.
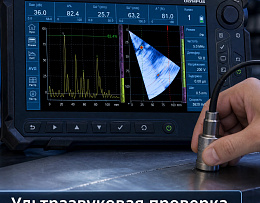
Портативность и оперативность
Современные ультразвуковые дефектоскопы — компактные приборы, которые специалист переносит самостоятельно. Это позволяет проводить ультразвуковой контроль сварных соединений трубопроводов непосредственно на объекте — на высоте, в подземных коммуникационных каналах, в стеснённых условиях технических помещений — без необходимости демонтажа или перемещения конструкции.
Немедленный результат
В отличие от радиографического контроля, где требуется проявка плёнки или обработка цифрового снимка, ультразвуковой контроль даёт результат в режиме реального времени: дефектоскопист видит сигнал на экране прибора непосредственно в процессе сканирования шва.
Ограничения метода, которые важно понимать заказчику
Ультразвуковой контроль требует квалифицированной интерпретации результата — в отличие от рентгеновского снимка, где дефект виден напрямую, при УЗК тип и точные размеры дефекта определяются по совокупности параметров отражённого сигнала, что требует значительного опыта дефектоскописта. Метод также менее эффективен на материалах с крупнозернистой структурой металла, где затухание и рассеивание ультразвука затрудняет интерпретацию. Именно поэтому Лаборатория «МИКРО» привлекает к выполнению ультразвукового контроля только сертифицированных специалистов с подтверждённой квалификацией.
Закажите ультразвуковой контроль сварных соединений трубопроводов в Лаборатории «МИКРО» — от 22 000 руб., результат на объекте в день выезда!
Телефон: +7 (495) 971-88-88. Государственная аккредитация. Работаем с 1994 года. Заявки 24/7.
Подробнее — на странице Дефектоскопия трубопроводов.








.jpg)